Información Básica.
No. de Modelo.
Beest O-25
material
ppm
diámetro del cable
2,0--40mm
punto de venta clave
fácil de manejar
peso de la varilla de alambre por gancho
5t
altura
13m
unidades de venta
un solo elemento
Paquete de Transporte
Container
Especificación
70000t/y--400000t/y
Marca Comercial
Beest
Origen
China
Código del HS
8479899990
Capacidad de Producción
70000t/Y--400000t/Y
Descripción de Producto
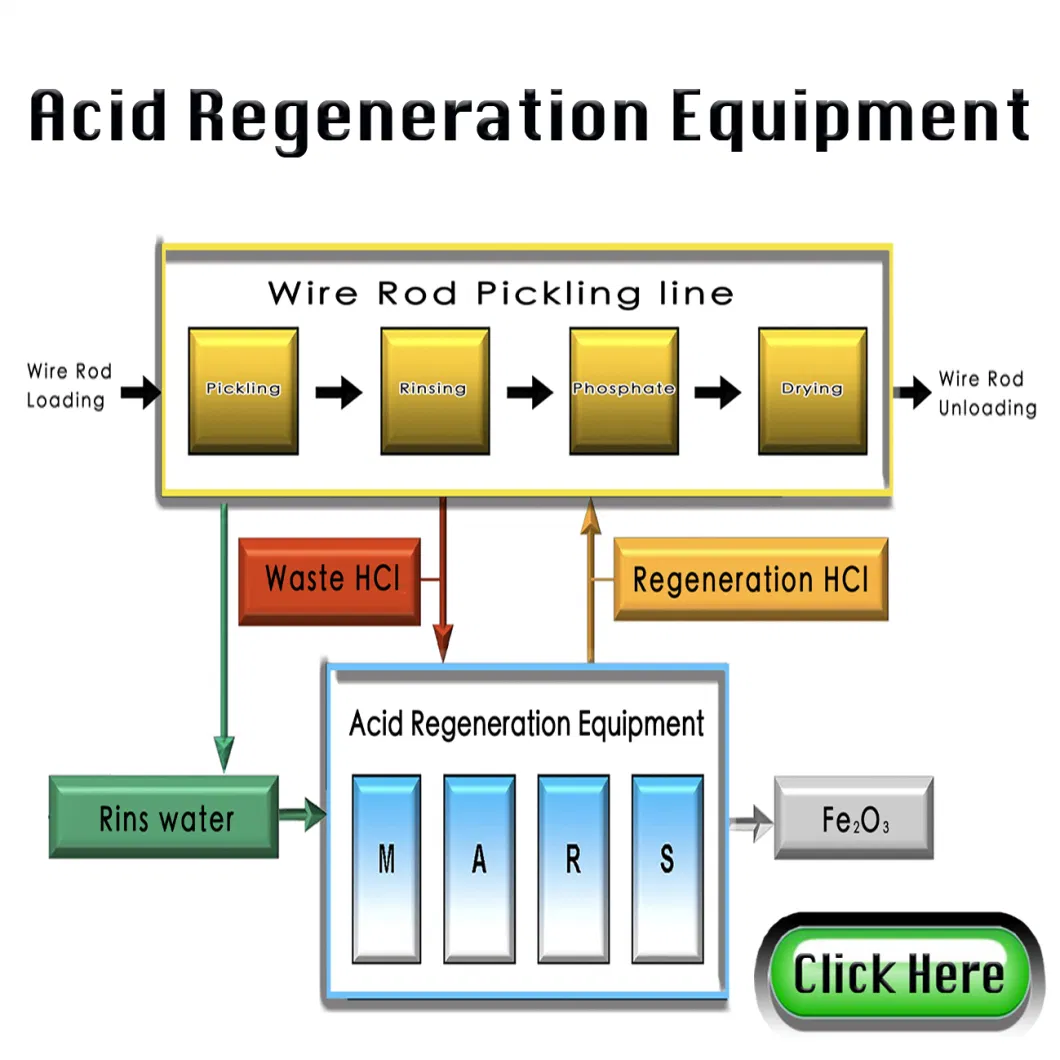
El Alambrón automático de decapado y línea PHOSPHATING


Las especificaciones del equipo
| El tema | Index | Mark |
| La producción anual de | 100.000 toneladas | 7200 Hora |
| Tipo gancho | 1/gancho | Manipulador de cada 1 de alambrón |
| La altura de los equipos | Acerca de 9,5m | |
| El ancho de los equipos | Acerca de los 22m | |
| La longitud del equipo | Acerca de los 57m | |
| El colgador de la circunferencia de la rampa | Acerca de 126m | |
| El radio de giro | 4m | |
| Manipulador de No. | 10 establece | 9 Uso 1 repuesto |
| La velocidad de un manipulador | 20m/min. | |
| Nº de depósito | Los 19 conjuntos | |
| Estructura del túnel | La estructura completamente cerrados. | |
| Número de carros de carga | 2 juegos | El 1 de la carga y 1 para descargar |
| El depósito vida de servicio | >10 años | |
| Método de instalación de estructura de acero | Conexión de tornillo de alta resistencia | |
| Método de tratamiento de vapor de ácido | La torre de pulverización de la serie doble |
4.2.01:carga
Objetivo:enviar la varilla de alambre de acero de la línea de producción.
Hora:unos 3 minutos.
4.2.02:sello de agua y el desengrasado
Propósito: Desengrase y limpieza de la varillas de alambre de entrar en la línea de producción para lavar los archivos adjuntos de grasa en la superficie.
Medium:líquido desengrasante.
Temp.: 60-80ºC aproximadamente(90-95ºC) KMnO4
Hora:unos 3 minutos.
4.2.03:lavado-1
Objetivo: Limpiar el alambrón después de desengrasado quitar algunos aceites etc.
Medio: el agua de enjuague-2
Temperatura: agua caliente
4.2.04:Decapado-1~4
Objetivo:quitar la capa de óxido en la superficie del alambrón, reacción química.Medium:HCl
Temperatura:acerca de 35ºC-60ºC(según diferentes proceso de decapado)
Hora:el total de 30 minutos aproximadamente.
4.2.05:lavado-2
Objetivo: Limpiar el alambrón decapado después de quitar algunos restos de ácido y el hierro ferroso.
Medio: el agua de enjuague-3
Temperatura: calientes
Tiempo: 0.5~1 minutos.
4.2.06:lavado-3 y 4
Finalidad: Además de limpiar la superficie de alambrón.
Medio: el agua de la pulverización de alta presión 1.
Temperatura: normal
Tiempo: 0.5~1 minutos.
4.2.06:pulverización de alta presión-1
Objetivo: realizar el lavado de alta presión sobre la superficie interior y exterior de la barra de alambre para quitar los restos de ácido y los iones de metales ferrosos en la superficie de la barra de alambre.
Medio: las aguas industriales.
Temperatura: normal
Tiempo: 0.5~1 minutos.
4.2.07:acondicionador de superficie
Objetivo: eliminar la mayoría de los compuestos de hierro y el hierro ferroso restante en la superficie del alambrón después de decapado.
Facilitar la formación de película phosphating con finas y compacta de granos;
Mejorar la adherencia de el revestimiento de fosfato.
Medio: el ácido oxálico
Temperatura: 30~60ºC
Tiempo: 2~3 minutos.
4.2.08:phosphating 1~2
Objetivo: formar una película sobre el fosfato de la superficie de la barra de alambre.
Medio: solución phosphating zinc
Temperatura: 75-90ºC
Tiempo: unos 8 minutos (de bajo carbono).
Unos 5 minutos (de alto carbono)
4.2.09:pulverización de alta presión-2
Objetivo: extraer el líquido phosphating y escoria en el alambrón phosphating después.
Medio: el agua de enjuague-5 de desbordamiento
Temperatura: normal
Tiempo: 0.5~1 minutos.
4.2.10:lavado-5
Objetivo: extraer el líquido y de la escoria de phosphating la superficie del alambrón después de pulverizar-2.
Medio: el agua del grifo
Temperatura: normal
Tiempo: 0.5~1 minutos.
4.2.11:Boronizing
Objetivo: neutralizar el ácido residual en la superficie del alambrón. Formaron una suelta y porosa resopló de revestimiento de superficie de alambrón conveniente para el trefilado.
Medio: el bórax
Temperatura: ≤ 95ºC
Tiempo: 0.5~1 minutos.
4.2.12:encalado
Objetivo: neutralizar el ácido residual en la superficie del alambrón. Formó un encalado de revestimiento de superficie de alambrón conveniente para el trefilado.
Medio: el agua del grifo
Temperatura: 85-95ºC
Tiempo: 2-3 minutos minutos.
4.2.13: La saponificación
Objetivo: saponify la superficie de la barra de alambre.
Medio: jabón
Temperatura: ≤80°C.
Tiempo: 1-2min minutos.
4.2.14:secado
Propósito: Secar la superficie de la barra de alambre.
Medio: el gas natural
Temperatura: ≤170ºC(puede hasta 200ºC)
Tiempo: de 3 a 5 minutos.
4.2.15:descarga
Objetivo: realizar operaciones fuera de línea en las varillas de alambre procesado.
Tiempo: de 3 a 5 minutos.